Da wir hier nicht wirklich ein Sammelsurium für Ausdrucke, die Analyse und Fehlerbehebung haben dachte ich mir ich eröffne diesbezüglich mal ein eigenes Thema.
Sowas wird zwar momentan öfter im "Kurze Frage - kurze Antwort" oder "Zeigt her eure gedruckten Teile" gemacht, ich denke jedoch das dies nicht der richtige Ort dafür ist.
Wie es der Zufall so will, habe ich da auch gleich ein Anliegen.
Ich würde ganz gerne ein gewisses Raster in den Thread einbringen, deswegen starte ich einfach mal mit grundlegenden Informationen - die bitte auch jeder der hier eine "Anfrage" stellt so einhalten sollte.
Hilfreiche Links zu dem Thema:
KALIBRIERUNG
Troubleshooting 1
Troubleshooting 2
Troubleshooting 3
Falls hier noch wichtige Informationen von mir vergessen wurden, bitte ergänzen!
Drucker: Prusa I3
Hotend: E3D Lite6 0.4 Nozzle
Extruder: Bowden
Slicer: S3D
Speed: 60mm's / Outline 50 %
Layer: 0.2mm
Perimeter: 4 Aussen, 3 top + bottom
Infill: 0 %
Retract: 3,5mm / 60mm's
Filament Lüfter: 80% ab 2. Layer
Filament: DasFilament PLA
Temperatur: 220°C / 50°C
STL: link
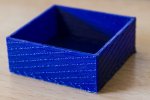
Problematik:
Meine holde Jungfer hier hat leider eine schreckliche Narbe die sich von der Hüfte, an Ihren wohlgeformten Brüsten vorbei, bis zur Schulter zieht.

Ich hoffe man kann halbwegs erkennen was ich meine.
Da ich mit Fadenbildung eigentlich keine Probleme habe, bin ich nicht sicher ob ich dafür den Retract verantwortlich machen kann. Dieses Problem habe ich jetzt nicht explizit bei genau diesem Objekt - das zieht sich wie ein roter Faden durch sämtliche meiner Drucke.
Ich hänge hier auch mal meine config.h mit an.
PS: Ich bin dafür das hier die
Sowas wird zwar momentan öfter im "Kurze Frage - kurze Antwort" oder "Zeigt her eure gedruckten Teile" gemacht, ich denke jedoch das dies nicht der richtige Ort dafür ist.
Wie es der Zufall so will, habe ich da auch gleich ein Anliegen.
Ich würde ganz gerne ein gewisses Raster in den Thread einbringen, deswegen starte ich einfach mal mit grundlegenden Informationen - die bitte auch jeder der hier eine "Anfrage" stellt so einhalten sollte.
Hilfreiche Links zu dem Thema:
KALIBRIERUNG
Troubleshooting 1
Troubleshooting 2
Troubleshooting 3
Falls hier noch wichtige Informationen von mir vergessen wurden, bitte ergänzen!
Drucker: Prusa I3
Hotend: E3D Lite6 0.4 Nozzle
Extruder: Bowden
Slicer: S3D
Speed: 60mm's / Outline 50 %
Layer: 0.2mm
Perimeter: 4 Aussen, 3 top + bottom
Infill: 0 %
Retract: 3,5mm / 60mm's
Filament Lüfter: 80% ab 2. Layer
Filament: DasFilament PLA
Temperatur: 220°C / 50°C
STL: link
Problematik:
Meine holde Jungfer hier hat leider eine schreckliche Narbe die sich von der Hüfte, an Ihren wohlgeformten Brüsten vorbei, bis zur Schulter zieht.
Ich hoffe man kann halbwegs erkennen was ich meine.
Da ich mit Fadenbildung eigentlich keine Probleme habe, bin ich nicht sicher ob ich dafür den Retract verantwortlich machen kann. Dieses Problem habe ich jetzt nicht explizit bei genau diesem Objekt - das zieht sich wie ein roter Faden durch sämtliche meiner Drucke.
Ich hänge hier auch mal meine config.h mit an.
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,400,135.9} // default steps per unit for Ultimaker (E 95.1)
#define DEFAULT_MAX_FEEDRATE {200, 200, 3, 150} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {2000,2000,90,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 950 // X, Y, Z and E acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 1000 // E acceleration in mm/s^2 for retracts
#define DEFAULT_TRAVEL_ACCELERATION 950 // X, Y, Z acceleration in mm/s^2 for travel (non printing) moves
// The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)
#define DEFAULT_XYJERK 15.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
#define DEFAULT_MAX_FEEDRATE {200, 200, 3, 150} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {2000,2000,90,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 950 // X, Y, Z and E acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 1000 // E acceleration in mm/s^2 for retracts
#define DEFAULT_TRAVEL_ACCELERATION 950 // X, Y, Z acceleration in mm/s^2 for travel (non printing) moves
// The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)
#define DEFAULT_XYJERK 15.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
Funktion freigeschaltet wird. ")
Anhänge
-
 1,9 MB Aufrufe: 114
1,9 MB Aufrufe: 114
Zuletzt bearbeitet: