Moin,
ich hätte da mal eine Frage.
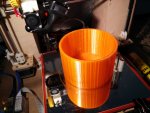
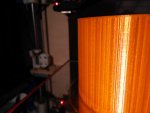
Beim Drucken mit dem eSun PETG habe ich das Problem, dass nach einer gewissen Druckzeit kleine schwarze Blobs auf dem Druck abgelegt werden.
Nun frage ich mich ob das was mit der PETG Qualität zu tun hat?
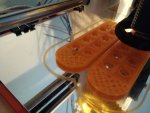
Was mir außerdem auffällt ist, dass die Filamentdüse beim Drucken schwarz wird. Also wenn ich die Düse vor dem Druck mit einem Tuch relativ sauber mache, so dass man die goldene Oberfläche sehen kann, so ist die Düse nach einem 2-3 Stunden Druck ringsherum komplett schwarz. Ich möchte meinen beim Drucken mit dem Extrudr.eu PETG war das nicht so.
Außerdem scheint das Filament recht gut an der Düse zu haften (was eigentlich von Nachteil ist) und vermutlich letzendlich zur Ansammlung von Filamentresten an der Düse sorgt und diese dann bei entsprechender Größe sich am Druckobjekt absetzen. Nervt ein wenig und droht den Druck zu ruinieren wenn z.B. eine Schrittverlust dadurch entsteht.
Also kann man das auf eine schlechtere Filamentqualität zurückführen oder eventuell auf eine zu hohe Hotend Temperatur?
Anbei ein Bild zur Veranschaulichung.
ich hätte da mal eine Frage.
Beim Drucken mit dem eSun PETG habe ich das Problem, dass nach einer gewissen Druckzeit kleine schwarze Blobs auf dem Druck abgelegt werden.
Nun frage ich mich ob das was mit der PETG Qualität zu tun hat?
Was mir außerdem auffällt ist, dass die Filamentdüse beim Drucken schwarz wird. Also wenn ich die Düse vor dem Druck mit einem Tuch relativ sauber mache, so dass man die goldene Oberfläche sehen kann, so ist die Düse nach einem 2-3 Stunden Druck ringsherum komplett schwarz. Ich möchte meinen beim Drucken mit dem Extrudr.eu PETG war das nicht so.
Außerdem scheint das Filament recht gut an der Düse zu haften (was eigentlich von Nachteil ist) und vermutlich letzendlich zur Ansammlung von Filamentresten an der Düse sorgt und diese dann bei entsprechender Größe sich am Druckobjekt absetzen. Nervt ein wenig und droht den Druck zu ruinieren wenn z.B. eine Schrittverlust dadurch entsteht.
Also kann man das auf eine schlechtere Filamentqualität zurückführen oder eventuell auf eine zu hohe Hotend Temperatur?
Anbei ein Bild zur Veranschaulichung.