Hallo,
ich spiele ja schon ein wenig mit dem Gedanken mir ein Diamond Hotend zu kaufen.
Zuvor wollte ich aber wissen, ob auch alles an meinen Graber/Toolson Drucker passt.
Als erstes ist mir aufgefallen, das die Befestigungslöcher einen anderen Abstand haben als gedacht.
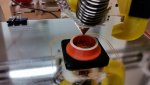
Das ist der/die/das "diamond_cooler_shield"
Lochabstand zur Befestigung ist hier 30,5mm.

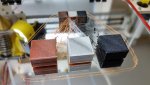
Das ist der X-Schlitten von Toolson.
Lochabstand ist hier 23mm.
Ich habe zwei zusätzliche Löcher eingezeichnet, für mich die einfachste Idee.
Was denkt Ihr, wie würdet Ihr es machen?
Vielleicht eine Adapterplatte von 23mm auf 30,5mm?

Dieses ist der Hephestos X-Schlitten.
Hier würde der Lochabstand passen, ebenso bei dem original X-Schlitten des Grabers.

Gruß Toby
ich spiele ja schon ein wenig mit dem Gedanken mir ein Diamond Hotend zu kaufen.
Zuvor wollte ich aber wissen, ob auch alles an meinen Graber/Toolson Drucker passt.
Als erstes ist mir aufgefallen, das die Befestigungslöcher einen anderen Abstand haben als gedacht.
Das ist der/die/das "diamond_cooler_shield"
Lochabstand zur Befestigung ist hier 30,5mm.
Das ist der X-Schlitten von Toolson.
Lochabstand ist hier 23mm.
Ich habe zwei zusätzliche Löcher eingezeichnet, für mich die einfachste Idee.
Was denkt Ihr, wie würdet Ihr es machen?
Vielleicht eine Adapterplatte von 23mm auf 30,5mm?
Dieses ist der Hephestos X-Schlitten.
Hier würde der Lochabstand passen, ebenso bei dem original X-Schlitten des Grabers.
Gruß Toby