
UP Mini von UP3DP Erfahrungen?
- Themenstarter Shyney
- Beginndatum
Moin,
ja kleine Sachen klappen auch Prima.
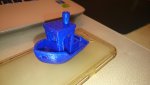
Aber habe zum Beispiel gestern noch das hier gedruckt
http://www.thingiverse.com/thing:502960
ca 4 x 6 cm
Auch da kommen die ecken hoch. Wie man ja sehen kann.
ja kleine Sachen klappen auch Prima.
Aber habe zum Beispiel gestern noch das hier gedruckt
http://www.thingiverse.com/thing:502960
ca 4 x 6 cm
Auch da kommen die ecken hoch. Wie man ja sehen kann.
Anhänge
-
 116,8 KB Aufrufe: 17
116,8 KB Aufrufe: 17

Moin,
langsam werde ich wohl warm mit dem Up.
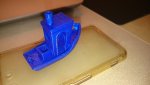
Letzte Nacht habe ich mich mal an Benchy gewagt.
Dabei ist das erste mal die Düse mit dem Esun PLA Filament verstopft.
Natürlich nach über 1 Stunde")
Naja die Nacht war jung also nächster versuch.
Und raus kam dann das.
Einstellung war
Layerhöhe 0,2
Qualität Normal
Außer mit den Tür Bögen bin ich recht zufrieden.
Oder was meint ihr so ?
langsam werde ich wohl warm mit dem Up.
Letzte Nacht habe ich mich mal an Benchy gewagt.
Dabei ist das erste mal die Düse mit dem Esun PLA Filament verstopft.
Natürlich nach über 1 Stunde
Naja die Nacht war jung also nächster versuch.
Und raus kam dann das.
Einstellung war
Layerhöhe 0,2
Qualität Normal
Außer mit den Tür Bögen bin ich recht zufrieden.
Oder was meint ihr so ?
Anhänge
-
 541,5 KB Aufrufe: 32
541,5 KB Aufrufe: 32 -
 560,6 KB Aufrufe: 26
560,6 KB Aufrufe: 26 -
 590,6 KB Aufrufe: 34
590,6 KB Aufrufe: 34

Hey,
also ich bin ja schon etwas genervt.
4 Stunden Drucken und 4 mal schrott. Bis ich mal ne andere Datei genommen habe.
Wurde aber kein Fehler angezeigt in der Up SW.
Naja andere STL und schon ging es.
Mal frage in die Runde.
Nutz jemand diese Hack DLL ??
Wenn ja mit welcher Version der UP SW??
Ich würde gerne mit der Temperatur Spielen um das glänzen von PLA etwas weniger zu haben.
Das soll ja mit der Temperatur gehen.
also ich bin ja schon etwas genervt.
4 Stunden Drucken und 4 mal schrott. Bis ich mal ne andere Datei genommen habe.
Wurde aber kein Fehler angezeigt in der Up SW.
Naja andere STL und schon ging es.
Mal frage in die Runde.
Nutz jemand diese Hack DLL ??
Wenn ja mit welcher Version der UP SW??
Ich würde gerne mit der Temperatur Spielen um das glänzen von PLA etwas weniger zu haben.
Das soll ja mit der Temperatur gehen.
Anhänge
-
 699,8 KB Aufrufe: 35
699,8 KB Aufrufe: 35
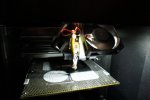
So, keine Probleme mehr mit PLA und PETG Material. Kein Knacken und Durchrutschen von Filament auf dem Förderzahnrad. Einfache Mods;
Das Plättchen, welches das Wälzlager/Gegenlager zum Zahnrad des Extrudermotors bildet, kann einfach mit einem 10mm Bohrer (zentrisch zum Zahnrad) durchbohrt werden. Das hilft schon mal etwas, die Motorwelle und das Zahnrad zu kühlen. Dann habe ich noch zwei 50mm Lüfter auf ein gedrucktes Adapterteil geschraubt. Diese Lüfter blasen einmal von gewohnter Seite auf den Motor und einmal von der Vorderseite. Das Filament wird nun tatsächlich aktiv gekühlt. Bei Farbwechselfilament gut zu sehen; Die Farbe ändert sich kaum bis zur Oberkante des Extruderplättchens. Damit kann nun bisher jedes Material fehlerfrei gedruckt werden. Sollte mal wieder ABS drauf kommen, kann einfach der vordere Motor deaktiviert werden.
Die Extruderplatte habe ich übrigens heute auch noch mal aus Aluminium gefräst, mit einem eingepreßten Wälzlager, welcher einiges größer ist als das Original. Die Platte ist nun als Kühlkörper ausgelegt. Wird die Tage installiert. Dann reicht wohl auch wieder ein einzelnes Kühlgebläse...
Das Plättchen, welches das Wälzlager/Gegenlager zum Zahnrad des Extrudermotors bildet, kann einfach mit einem 10mm Bohrer (zentrisch zum Zahnrad) durchbohrt werden. Das hilft schon mal etwas, die Motorwelle und das Zahnrad zu kühlen. Dann habe ich noch zwei 50mm Lüfter auf ein gedrucktes Adapterteil geschraubt. Diese Lüfter blasen einmal von gewohnter Seite auf den Motor und einmal von der Vorderseite. Das Filament wird nun tatsächlich aktiv gekühlt. Bei Farbwechselfilament gut zu sehen; Die Farbe ändert sich kaum bis zur Oberkante des Extruderplättchens. Damit kann nun bisher jedes Material fehlerfrei gedruckt werden. Sollte mal wieder ABS drauf kommen, kann einfach der vordere Motor deaktiviert werden.
Die Extruderplatte habe ich übrigens heute auch noch mal aus Aluminium gefräst, mit einem eingepreßten Wälzlager, welcher einiges größer ist als das Original. Die Platte ist nun als Kühlkörper ausgelegt. Wird die Tage installiert. Dann reicht wohl auch wieder ein einzelnes Kühlgebläse...
Anhänge
-
 114,5 KB Aufrufe: 26
114,5 KB Aufrufe: 26
Zuletzt bearbeitet:
Wow Danke für die Tips. Leider kann ich mir noch nicht wirklich vorstellen wo z.B die Bohrung gemacht werden soll oder wie und wo du das Adapterteil montiert hast. Von wo bezieht dein 2. Lüfter den Strom? Falls du da wieder dran gehen musst um z.B das Aluminium Adapterteil zu montieren würde ich mich echt über eine bebilderte Anleitung freuen.
Ps: würde es dir was ausmachen die STL Datei zu veröffentlichen?
Ps: würde es dir was ausmachen die STL Datei zu veröffentlichen?

