
Layerhaftung beim Prusa i3
- Themenstarter odwquad
- Beginndatum
Hallo Kevin,
der ist sicherlich irgendwo hängengeblieben, schau mal wo sich das Teil nach oben gebogen hat, sprich unten nicht eben zum Bett gedruckt wurde. Weitere Analyse ist schwer, da wir keine Konfiguration des Slicers haben. Auch würde mich mal deine configuration.h von Repetier interessieren. Bei 190° sehen die Kanten recht rund aus. Die Deckschichten sind auch noch zu dünn.
Grüße Jörg
Edit: dieser Bereich ist besonders interessant, da aus deinen Videos, der Druckkopf bei Richtungswechsel doch etwas verweilt. Da scheint die Beschleunigung/YERK recht gering gewählt.
#define DEFAULT_AXIS_STEPS_PER_UNIT {78.7402,78.7402,200.0*8/3,760*1.1} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 25} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for retracts
der ist sicherlich irgendwo hängengeblieben, schau mal wo sich das Teil nach oben gebogen hat, sprich unten nicht eben zum Bett gedruckt wurde. Weitere Analyse ist schwer, da wir keine Konfiguration des Slicers haben. Auch würde mich mal deine configuration.h von Repetier interessieren. Bei 190° sehen die Kanten recht rund aus. Die Deckschichten sind auch noch zu dünn.
Grüße Jörg
Edit: dieser Bereich ist besonders interessant, da aus deinen Videos, der Druckkopf bei Richtungswechsel doch etwas verweilt. Da scheint die Beschleunigung/YERK recht gering gewählt.
#define DEFAULT_AXIS_STEPS_PER_UNIT {78.7402,78.7402,200.0*8/3,760*1.1} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 25} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for retracts
Außerdem habe ich auch Probleme mit dem hotend. Es kommt kein filament mehr raus. Vermute mal, dass es verstopft ist.
Dann werde ich heute abend auch nochmal alle schrauben kontrollieren. Vielleicht hat sich wirklich etwas gelöst.
so anbei wie versprochen meine cofig von Marlin:
https://www.dropbox.com/s/bu4l069bhm0lmqs/Configuration.h?dl=0
(leider kann ich diese hier nicht hochladen).
und hier noch der Ausschnitt:
https://www.dropbox.com/s/bu4l069bhm0lmqs/Configuration.h?dl=0
(leider kann ich diese hier nicht hochladen).
und hier noch der Ausschnitt:
Code:
// default settings
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,595.28133} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {300, 300, 3, 45} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {1000,1000,50,500} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 1000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 1000 // X, Y, Z and E max acceleration in mm/s^2 for retractsOkay, dann wie schon gedacht, das ganze ist schon sehr konservativ eingestellt, was nicht schlim ist.
YERK ist soweit mit 15/0,4/5 ok.
Die Extruder Steps sind auch plausibel wenn es eine Hobbed Schraube ist, mit einem mittleren Durchmesser von 6,85mm.
Aber die Extruder Geschwindigkeit und Beschleunigung sind mir definitiv zu gering für eine Greg Wade Extruder, der kann da garnicht so schnell reagieren wie bei einer 1/4 Untersetzung nötig wäre.
Hier das ganze doch einmal wie folgt einstellen:
#define DEFAULT_MAX_FEEDRATE {300, 300, 3, 100} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {1000,1000,50,3000}
#define DEFAULT_ACCELERATION 3000
#define DEFAULT_RETRACT_ACCELERATION 3000
Ist das E3D für 1,75mm mit dem PTFE Inliner versehen, hängt da auch nichts? Wie gesagt, das stimmt noch nicht mit dem Fluss und/oder Temperatur.
Soweit die erste Diagnose hierzu.
Grüße Jörg
YERK ist soweit mit 15/0,4/5 ok.
Die Extruder Steps sind auch plausibel wenn es eine Hobbed Schraube ist, mit einem mittleren Durchmesser von 6,85mm.
Aber die Extruder Geschwindigkeit und Beschleunigung sind mir definitiv zu gering für eine Greg Wade Extruder, der kann da garnicht so schnell reagieren wie bei einer 1/4 Untersetzung nötig wäre.
Hier das ganze doch einmal wie folgt einstellen:
#define DEFAULT_MAX_FEEDRATE {300, 300, 3, 100} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {1000,1000,50,3000}
#define DEFAULT_ACCELERATION 3000
#define DEFAULT_RETRACT_ACCELERATION 3000
Ist das E3D für 1,75mm mit dem PTFE Inliner versehen, hängt da auch nichts? Wie gesagt, das stimmt noch nicht mit dem Fluss und/oder Temperatur.
Soweit die erste Diagnose hierzu.
Grüße Jörg
Mir reichen 25mm/s beim Wade mit einem E3D völlig aus.
100mm/s sind etwa 1100 U/Min am Motor, da sinkt das Drehmoment schon sehr stark ab.
500mm/s² ist aber wirklich ziemlich langsam für den Extruder. Ich hab sie auf 6000mm/s² (mit 4:1 Riemengetriebe).
Übrigens, es heißt Jerk, genau wie das Schimpfwort
100mm/s sind etwa 1100 U/Min am Motor, da sinkt das Drehmoment schon sehr stark ab.
500mm/s² ist aber wirklich ziemlich langsam für den Extruder. Ich hab sie auf 6000mm/s² (mit 4:1 Riemengetriebe).
Übrigens, es heißt Jerk, genau wie das Schimpfwort
Zuletzt bearbeitet:
Jupp, genau das mein ich XYJERK...
Ich hab 10000mm/s² eingestellt, es geht auch nicht darum, das man sie voll aussfährt, sondern der Beschleunigungs-/Bremsrampe mit diesen Werten etwas aus dem Weg geht , bei den kurzen Wechsel bekommst auf der Strecke von 100mm nicht mal 80mm/s Geschwindigkeit hin.
Wenn der Extruder "retracted", dann verweilt er in X/Y/Z solange bis er ausgeführt wurde.
...Ich hab 10000mm/s² eingestellt, es geht auch nicht darum, das man sie voll aussfährt, sondern der Beschleunigungs-/Bremsrampe mit diesen Werten etwas aus dem Weg geht , bei den kurzen Wechsel bekommst auf der Strecke von 100mm nicht mal 80mm/s Geschwindigkeit hin.
Wenn der Extruder "retracted", dann verweilt er in X/Y/Z solange bis er ausgeführt wurde.
Zuletzt bearbeitet:
Hi Marco,
Richtig, wir haben beim retract ja auch keine 100mm, meist Werte von 0,5-7mm und da gehts halt um die Beschleunigung, wenn ich das in der Firmware schon einschränke, hab ich im Slicer keine Reserve mehr meine Geschwindigkeit zu erreichen.
Beim Prusa Calculator gibt es so eine schöne Beschleunigungs/Geschwindigkeits Kurve, die das sehr anschaulich macht.
Richtig, wir haben beim retract ja auch keine 100mm, meist Werte von 0,5-7mm und da gehts halt um die Beschleunigung, wenn ich das in der Firmware schon einschränke, hab ich im Slicer keine Reserve mehr meine Geschwindigkeit zu erreichen.
Beim Prusa Calculator gibt es so eine schöne Beschleunigungs/Geschwindigkeits Kurve, die das sehr anschaulich macht.
Zuletzt bearbeitet:
Ich hab mir das mal für meine Einstellungen ausgerechnet (ich gehe einfach mal von einer gleichmäßigen Beschleunigung aus). Das Beschleunigungstool vom Prusa Calculator zeigt bei mir übrigens nichts an.
Beschleunigung E: 6000mm/s²
Retractgeschwindigkeit: steht sogar nur auf 15mm/s
Retractlänge: 1mm
Die 15mm/s werden nach 0,01875mm bzw. 0,0025s erreicht.
Dann folgen 0,9625mm Retract mit 15mm/s, dauert also 0,0641s
Und dann zum Bremsen nochmal das gleiche wie am Anfang.
Der ganze Retract dauert so theoretisch 0,07s. Hab jetzt mehrfach gerechnet und komme immer auf das gleiche Ergebnis.
Selbst wenn das in der Praxis nicht so schnell geht, ist die Beschleunigung mMn. dennoch mehr als ausreichend.
Beschleunigung E: 6000mm/s²
Retractgeschwindigkeit: steht sogar nur auf 15mm/s
Retractlänge: 1mm
Die 15mm/s werden nach 0,01875mm bzw. 0,0025s erreicht.
Dann folgen 0,9625mm Retract mit 15mm/s, dauert also 0,0641s
Und dann zum Bremsen nochmal das gleiche wie am Anfang.
Der ganze Retract dauert so theoretisch 0,07s. Hab jetzt mehrfach gerechnet und komme immer auf das gleiche Ergebnis.
Selbst wenn das in der Praxis nicht so schnell geht, ist die Beschleunigung mMn. dennoch mehr als ausreichend.
Hi Marco,
alles korrekt in der Theorie, wir haben noch Massenträgheit, magnetische Felder usw.
Was die Eigentliche Aussage von mir ist, das wir mit 500mm/s² das System nicht weitgenug übersteuern, um eine entsprechende Beschleunigung der Kinematik an das System bringen können.
Deswegen, 3000, 6000 oder halt 10000mm/s², jedem wie er meint, da liegen ledigliche meine Empfehlung am verwendeten System.
In der Praxis, sehe ich bei 2mm Retract (4mm gesamt) ein eindeutiges Verweilen des Systems/Druckkopfs, selbst bei 40mm/s und 10000mm/s². Das ist auch das Ergebnis, was dann Blobs, Schmierstellen usw. als Anzeichen haben.
Hoffe die ganze Rechnerei hat dich jetzt nicht zuviel Zeit gekostet
Das Beschleunigungsdiagram muß ich mal schauen, hatte da den Prusa Configurator im Kopf, liefere ich aber gerne nach, weil meiner Meinung nach, man auch sehr gut sehen kann bis wohin was Sinn macht!
Hast du vielleicht noch eine Idee, warum Kevin seine Drucke so verschmiert aussehen, solltest dazu eigentlich am Besten was zusteuern können?!
Grüße Jörg
alles korrekt in der Theorie, wir haben noch Massenträgheit, magnetische Felder usw.
Was die Eigentliche Aussage von mir ist, das wir mit 500mm/s² das System nicht weitgenug übersteuern, um eine entsprechende Beschleunigung der Kinematik an das System bringen können.
Deswegen, 3000, 6000 oder halt 10000mm/s², jedem wie er meint, da liegen ledigliche meine Empfehlung am verwendeten System.
In der Praxis, sehe ich bei 2mm Retract (4mm gesamt) ein eindeutiges Verweilen des Systems/Druckkopfs, selbst bei 40mm/s und 10000mm/s². Das ist auch das Ergebnis, was dann Blobs, Schmierstellen usw. als Anzeichen haben.
Hoffe die ganze Rechnerei hat dich jetzt nicht zuviel Zeit gekostet
Das Beschleunigungsdiagram muß ich mal schauen, hatte da den Prusa Configurator im Kopf, liefere ich aber gerne nach, weil meiner Meinung nach, man auch sehr gut sehen kann bis wohin was Sinn macht!
Hast du vielleicht noch eine Idee, warum Kevin seine Drucke so verschmiert aussehen, solltest dazu eigentlich am Besten was zusteuern können?!
Grüße Jörg
Zuletzt bearbeitet:
Haha keine Sorge, die paar Zahlen ausrechnen hat nicht lange gedauert
Zumindest sind wir uns einig, dass 500mm/s² zu wenig sind.
Wahrscheinlich ist das in der Praxis wirklich irrelevant ob 5 oder 10m/s²
Die Frage ist, wer ist Kevin und wo gibts ein Bild vom verschmierten Druck?
Oder gehts um den Versatz auf dem Bild in Post 16?
Zumindest sind wir uns einig, dass 500mm/s² zu wenig sind.
Wahrscheinlich ist das in der Praxis wirklich irrelevant ob 5 oder 10m/s²
Die Frage ist, wer ist Kevin und wo gibts ein Bild vom verschmierten Druck?
Oder gehts um den Versatz auf dem Bild in Post 16?
Hi Marco,
Kevin=Odwquad
Die Endschalterhalter wie aber auch auf der ersten Seite geruckten Teile, sind nich wirklich scharfe Kanten/Perimeter zu erkennen. Die Deckschichten auch nicht optimal gefüllt, alles etwas schwammig.
Hab gerade mal beim Prusa Calcuator geschaut, Acceleration ist noch da, aber die Verteilungskurve ist nicht mehr vorhanden, anscheinend basteln die das um. http://prusaprinters.org/calculator/
Grüße Jörg
Kevin=Odwquad
Die Endschalterhalter wie aber auch auf der ersten Seite geruckten Teile, sind nich wirklich scharfe Kanten/Perimeter zu erkennen. Die Deckschichten auch nicht optimal gefüllt, alles etwas schwammig.
Hab gerade mal beim Prusa Calcuator geschaut, Acceleration ist noch da, aber die Verteilungskurve ist nicht mehr vorhanden, anscheinend basteln die das um. http://prusaprinters.org/calculator/
Grüße Jörg
Die Teile unten auf der ersten Seite sehen sehr nach Overextrusion aus. Bei den Endschalterhaltern kann ich das nicht genau erkennen, sieht zwar auf den ersten Blick wie Lücken in der Deckschicht aus, aber könnte doch auch Overextrsion sein.
Da brauchte man mal ein scharfes Foto ohne Blitz.
Ansonsten würde ich erst mal versuchen eine glattere Oberfläche (an den Seiten) zu bekommen.
Die XY Beschleunigung passt für einen Prusa i3, der Rahmen ist auch mit Abstützung. Das sollte also nicht das Problem sein.
Sind die Federn unter dem Druckbett so fest, dass das nichts wackelt während dem Druck?
Sitzt das Hotend fest im Extruder?
Sind die Riemen wirklich richtig gespannt? Gerade an der X-Achse geht das bei der originalen Konstruktion nur sehr schlecht.
Da an der X Achse kein Riemenspanner ist, kann man den nötigen Zug fast nicht aufbringen.
Schafft man es doch, verbiegt es die Z-Führungen, weil die X-Führungen, die die Kräfte eigentlich aufnehmen müssten nur lose im X Idler stecken.
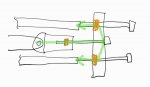
An meinem i3 hatte ich das so gelöst:
Die Umlenkung übernimmt ein MR105 ZZ Lager mit einer gedruckten Führungsrolle.
Der Lagerhalter ist lose im X-End und hat am Ende eine Aussparung für eine M4 Mutter.
Das weiße Teil auf der rechten Seite hat oben und unten je eine Aussparung für eine M4 Mutter, dadurch lassen sich 2 M4 Schrauben gegen die Stirnseite der Führungen schrauben.
Mittig wird eine weitere M4 Schraube durchgesteckt, die dann in die M4 Mutter des Lagerhalters greift.
Wenn man den Riemen jetzt über die Schrauben spannt, wird die Kraft direkt in die X-Führungen geleitet und die Z-Führungen können sich nicht mehr verbiegen.

und hier nochmal als überragende Skizze
Da brauchte man mal ein scharfes Foto ohne Blitz.
Ansonsten würde ich erst mal versuchen eine glattere Oberfläche (an den Seiten) zu bekommen.
Die XY Beschleunigung passt für einen Prusa i3, der Rahmen ist auch mit Abstützung. Das sollte also nicht das Problem sein.
Sind die Federn unter dem Druckbett so fest, dass das nichts wackelt während dem Druck?
Sitzt das Hotend fest im Extruder?
Sind die Riemen wirklich richtig gespannt? Gerade an der X-Achse geht das bei der originalen Konstruktion nur sehr schlecht.
Da an der X Achse kein Riemenspanner ist, kann man den nötigen Zug fast nicht aufbringen.
Schafft man es doch, verbiegt es die Z-Führungen, weil die X-Führungen, die die Kräfte eigentlich aufnehmen müssten nur lose im X Idler stecken.
An meinem i3 hatte ich das so gelöst:
Die Umlenkung übernimmt ein MR105 ZZ Lager mit einer gedruckten Führungsrolle.
Der Lagerhalter ist lose im X-End und hat am Ende eine Aussparung für eine M4 Mutter.
Das weiße Teil auf der rechten Seite hat oben und unten je eine Aussparung für eine M4 Mutter, dadurch lassen sich 2 M4 Schrauben gegen die Stirnseite der Führungen schrauben.
Mittig wird eine weitere M4 Schraube durchgesteckt, die dann in die M4 Mutter des Lagerhalters greift.
Wenn man den Riemen jetzt über die Schrauben spannt, wird die Kraft direkt in die X-Führungen geleitet und die Z-Führungen können sich nicht mehr verbiegen.
und hier nochmal als überragende Skizze
Vielen Dank für die tatkräftige Hilfe.
Dass die Beschleunigung so entscheidend für die Qualität der druckergebnisse ist hätte ich nicht gedacht. Da werde ich diese mal etwas erhöhen.
Auch finde ich den riemenspanner von der x achse super. Das werde ich genauso umsetzen. Ich habe den Riemen so fest es geht gespannt, aber so fest wie die y Achse bekomm ich ihn nicht.
Aktuell habe ich noch das Problem dass mir das filament ständig bricht.
Habe jetzr mal noch etwad ptfe schlauch und anderes filament bestellt.
Es bricht teilweise direkt im extruder oder auf der Rolle.
Dass die Beschleunigung so entscheidend für die Qualität der druckergebnisse ist hätte ich nicht gedacht. Da werde ich diese mal etwas erhöhen.
Auch finde ich den riemenspanner von der x achse super. Das werde ich genauso umsetzen. Ich habe den Riemen so fest es geht gespannt, aber so fest wie die y Achse bekomm ich ihn nicht.
Aktuell habe ich noch das Problem dass mir das filament ständig bricht.
Habe jetzr mal noch etwad ptfe schlauch und anderes filament bestellt.
Es bricht teilweise direkt im extruder oder auf der Rolle.
brauchste nicht zeichnen. Ich habe die von Thingiverse.
https://www.dropbox.com/s/1esl2xipq2u7xi5/x-end_tensioner.stl?dl=0
https://www.dropbox.com/s/k1xs93pkl9hrdym/X-Belt Holder.stl?dl=0
https://www.dropbox.com/s/z5mvbhli691i20i/X-Belt Tensioner.stl?dl=0
https://www.dropbox.com/s/1esl2xipq2u7xi5/x-end_tensioner.stl?dl=0
https://www.dropbox.com/s/k1xs93pkl9hrdym/X-Belt Holder.stl?dl=0
https://www.dropbox.com/s/z5mvbhli691i20i/X-Belt Tensioner.stl?dl=0
Zuletzt bearbeitet:
Vielen Dank für die tatkräftige Hilfe.
...
Auch finde ich den riemenspanner von der x achse super. Das werde ich genauso umsetzen. Ich habe den Riemen so fest es geht gespannt, aber so fest wie die y Achse bekomm ich ihn nicht.
....
...
Auch finde ich den riemenspanner von der x achse super. Das werde ich genauso umsetzen. Ich habe den Riemen so fest es geht gespannt, aber so fest wie die y Achse bekomm ich ihn nicht.
....
@Marco, Danke für´s Beurteilen.
Zu den ersten Bildern passt der Flow nicht, da teilweise das Druckbett durchscheint, also eher zu wenig Extrusion. Bei den anderen Bildern sieht man auch die Unterschicht durchscheinen, sprich die Bahnen decken nicht. Die Bahnen selber sehen aber schon nach zuviel Material aus, da geb ich dir recht. Wiederum sind die Wendepunkte nicht bis zum Rand gefüllt. Es wären mal Soll und Ist -Maße der Teile interessant, wie auch Teile die mehr Referenzpunkte bieten.
Zuletzt bearbeitet:

